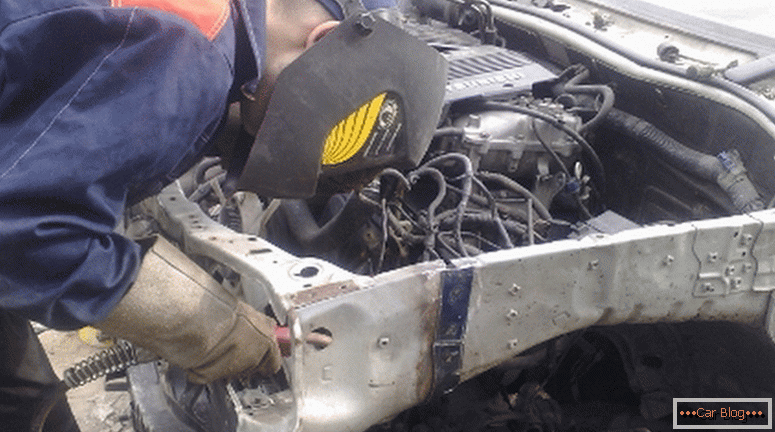
Korišteni automobili s nepravilnom zaštitom prekriveni su korozijom. Ponekad, ako se problem ne riješi na vrijeme, potrebno je potpuno zamijeniti pojedinačne dijelove tijela. U ovom slučaju, bez zavarivanja rad nije dovoljno. Zavarivanje auto-body-a zahtijeva vještine i barem malo iskustva.
Za zavarivanje automobilskim tijelom, najprikladnija je mogućnost koristiti poluautomatski aparat za zavarivanje. To vam omogućuje da radite s bilo kojom debljinom materijala: od 0,7 do 4 mm. U tom se intervalu uklapa, na primjer, tanje krilce i snažne poluge.
sadržaj
- 1 Metode spajanja elemenata u automobilskom zavarivanju
- 1.1 Parenje
- 1.2 Preklopni spoj
- 1.3 Zavarene električne zakovice
- 2 Vrste zavarenih spojeva
- 2.1 Čvrsta isprekidana
- 2.2 Čvrsta
- 2.3 točkast
- 3 Mjesto šivanja
- 4 Priprema materijala za zavarivanje
- 5 Trenutačno podešavanje zavarivanja
- 6 Postavljanje gumba
- 6.1 Prvi slučaj
- Drugi slučaj
- 6.3 Treći slučaj
- Četvrti slučaj
- 7 Mogući problemi u radu zavarivanja poluautomatski
- 7.1 Pogrešan izbor trenutne
- 7.2 Loše podešavanje stezaljke u mehanizmu za punjenje
- 7.3 Niska potrošnja plina
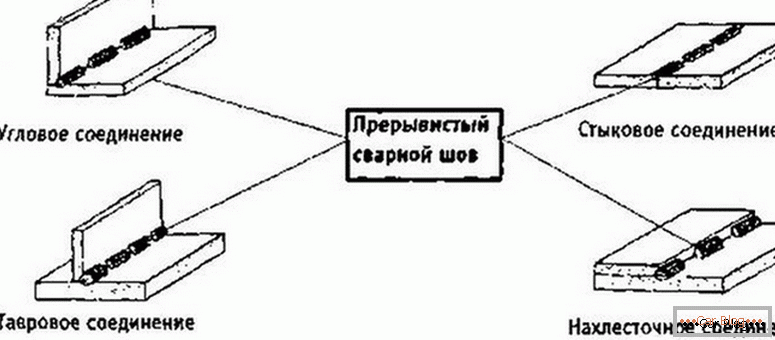
Metode spajanja elemenata u automobilskom zavarivanju
Različite jedinice i opcije za popravak stroja pomoću zavarivanja sugeriraju drugačiji pristup za povezivanje novih umetaka s starim tijelom. Razmislite o tri glavna načina ugradnje metalnih latok.
Parenje
Zavarivanje karoserije s poluautomatskim uređajem najčešće se provodi pomoću steznog zgloba. Na taj način ne stvara se dodatno nepotrebno zadebljanje tijela. Ova metoda se koristi kod zavarivanja flastera ili malih umetaka koji nisu podvrgnuti velikom čvrstoću rastezljivosti.
Vrsta veze
Prije rada s zakrpama, možete ukloniti šavove sa strane koje namjeravate zavariti.
Ako je debljina listova do 2 mm, možete to učiniti bez provjetravanja. Ova metoda uparivanja zahtijeva bolju prilagodbu zavarenog dijela i pripremljenog dijela karoserije. Očekivanja se trebaju držati na minimumu, a idealno ih morate učiniti bez njih. Metoda se obično koristi za vanjske elemente lica.
Pri obavljanju ove operacije, zavarivač mora imati dovoljno visoku kvalifikaciju.
Zavarivanje
Rad se provodi uz upotrebu krutog šava. Visokokvalitetni rezultati ne zahtijevaju dugotrajno ravnanje i dugotrajno uklanjanje. Ponekad ima dovoljno gline i talog. Deblji listovi željeza lakše se zavaruju, a mogu se i zavarivati čvrste šavne točke. Tanki kuhanje lima je teže.
Kružni spoj
Takva veza je najjednostavnija i stoga je postala široko rasprostranjena među automobilskim zavarivačima. Dakle, jedan od komada metala je postavljen na drugu, dok je rupa potpuno blokirana, što mora biti zakrpan.
Zavarivanje se preklapa
Metoda je pogodna za strukture moći zavarivanja: pragove, šipke itd.
Zavarene električne zakovice
Takva metoda je više vrsta preklapanja. Međutim, to je slično spot zavarivanju. Aktivno se koristi u automobilskom zavarivanju. Na primjer, koristi se za ugradnju novih krila, jastučića za pojačanje na okviru tijela.
Vrste zavarenih spojeva
Unatoč načinu parenja, u svakom slučaju tehnologija zavarivanja s poluautomatskim strojem uključuje korištenje različitih vrsta šavova. Postoje tri popularne šavne opcije:
- krutinu;
- licu;
- čvrsta isprekidana.
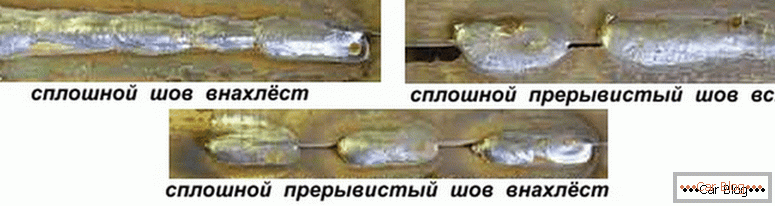
Vrste šavova
Svaki od njih može se postaviti na bilo koji od metoda, i na preklapanju i na stražnjim zglobovima.
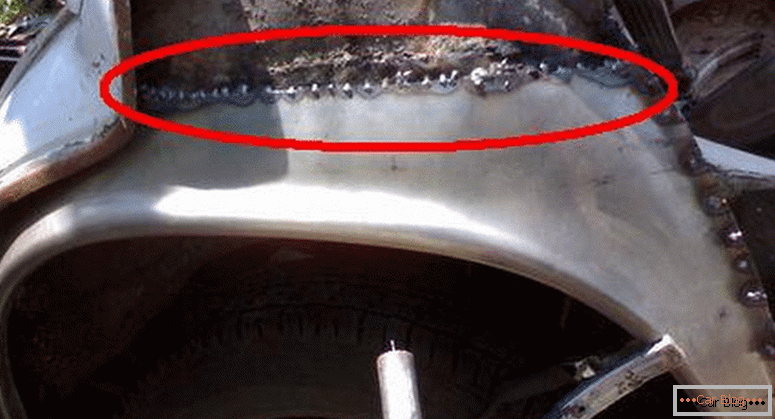
Vidi također: Što učiniti ako su prednja svjetla u unutrašnjosti?Čvrsta isprekidana
Takav šav je periodična izmjena kontinuiranih dijelova i lomova bez metala. Umjetnik samostalno odabire intervale iz zapisa. To je učinjeno kako ne bi "povukli" metal zavarenog elementa ili strukture okvira na automobilu.
U tom slučaju se smanjuje pregrijavanje listova, što doprinosi neprimjenjivanju fizičkih svojstava čelične legure iz koje su izrađeni dijelovi.
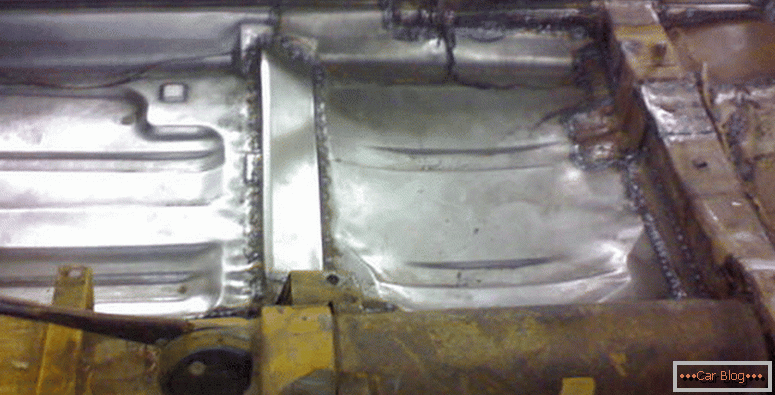
solidan
Može imati oblik kontinuiranog "lijevanja" u rastaljenom metalu, a također izgleda kao veliki broj točkastih zavarivanja, koji se nalaze vrlo blizu jedni drugima. Ova metoda gotovo se ne koristi u dizajnu automobila. Iako se može koristiti s gotovo bilo kojom debljinom metala.
Upotreba takvog spoja smanjuje "elastičnost" čitave strukture. Pukotine umora mogu se pojaviti i tijekom rada stroja.
točkast
Ime govori za sebe. Zavarivanje s poluautomatskim strojem i spajanje metalnih ploča provodi se uz pomoć zavarenih točaka, koji se raspoređuju duž spojne linije u određenom intervalu. Udaljenost između takvih točaka određuje tehnološka potreba i može biti od nekoliko centimetara do nekoliko milimetara.
Mjesto šivanja
Rad se može dogoditi na različitim ravninama:
- horizontalno "zavarivanje vrha";
- horizontalno "dno zavarivanje";
- okomito šav.
Najprikladnija je mogućnost zavarivanja "vrha". U tom položaju šav je potpuno napunjen, ispunjavajući sve praznine i praznine. Manje prikladna opcija za okomiti rad. U tom slučaju, morate osigurati da metal ne poteče niz šav.
Najteža metoda zavarivanja uključuje "rad odozdo".
Sa ovim položajem, šav se dobije pod spojnim elementima i stalno teži dolje. Stoga morate imati vještinu rada u takvom položaju kako ne biste oštetili kvalitetu zavarivanja.
Priprema materijala za zavarivanje
Prije početka zavarivanja morat ćete pripremiti površinu. Da biste to učinili, on se čisti od svih vrsta onečišćenja:
- tragovi korozije;
- slojevi boja i premaza, uključujući transport;
- zaštitni i zaštitni slojevi premaza;
- sve vrste maziva.
Prisutnost takvih tvari može smanjiti kvalitetu šavova koji se preklapaju ili potpuno spriječiti prolaz struje kroz krug.
Također se javljaju i drugi negativni učinci:
- plin koji nastaje pri zagrijavanju zapaljivih ostataka može stvoriti poroznu, slabo kvalitetnu strukturu zavarivanja;
- takvi plinovi mogu "iznijeti" metal iz točke zavarivanja, što rezultira rupom, a rastaljenog metala, prskanje može uzrokovati opekline;
- onečišćenje zraka emitira velike količine dima, što može dovesti do trovanja s proizvodima izgaranja ili uzrokovati požar.
Površine se trebaju dobro uklopiti.
Sigurnost na radu
Za to se koriste razni stezaljke i zasun. Privremeno pričvršćivanje vijcima ili vijcima također je dopušteno.
Trenutačno podešavanje zavarivanja
Kod novijih zavarivača koji nisu radili s tankim listovima manjim od 1 mm, preporučljivo je vježbati ne na radnim površinama automobila, već provoditi eksperimentalno zavarivanje nepotrebnih tankih komada.
Potrebno je pridržavati se sigurnosnih mjera kada zavarivanje radi na automobilu:
- kao eksperimentalni listovi ne trebaju uzeti pocinčane primjerke, jer će parovi biti otrovni;
- nemoguće je raditi u jakom nacrtu ili vjetru, jer to uzrokuje da se plin izbacuje iz zone zavarivanja, što će smanjiti kvalitetu rada ili potpuno onesposobiti.
Veličina struje zavarivanja je u izravnom odnosu s debljinom metala. Za listove malih debljina morat ćete postaviti struju u rasponu od 40-60 A.
Većina regulatora na poluautomatskim uređajima nema apsolutnu maturu, već relativnu. Dakle, točan trenutni indikator mora biti provjeren prema uputama.
Ispravnost odabrane struje pokazat će kvalitetu zavarivanja. Različiti napon u električnoj mreži utječe na izlazne parametre uređaja. Stoga se podešavanje uređaja provodi u većoj mjeri pomoću eksperimentalnog odabira položaja preklopki za podešavanje.
Vidi također: Antikorozijska zaštita karoserijePodešavanje regulatora
Primjer bi bio poluautomatski uređaj. Helvi Panther 132, Ima tri regulatora koji utječu na trenutni parametar. Dva prekidača za prekidač imaju samo dva položaja: "1" i "2" u prvom, "min" i "max" u drugom. Treći glatko regulira napajanje žice. I brzina kojom se žica napaja ovisi o količini struje. To znači da uređaj neovisno regulira struju, ovisno o hrani žice.
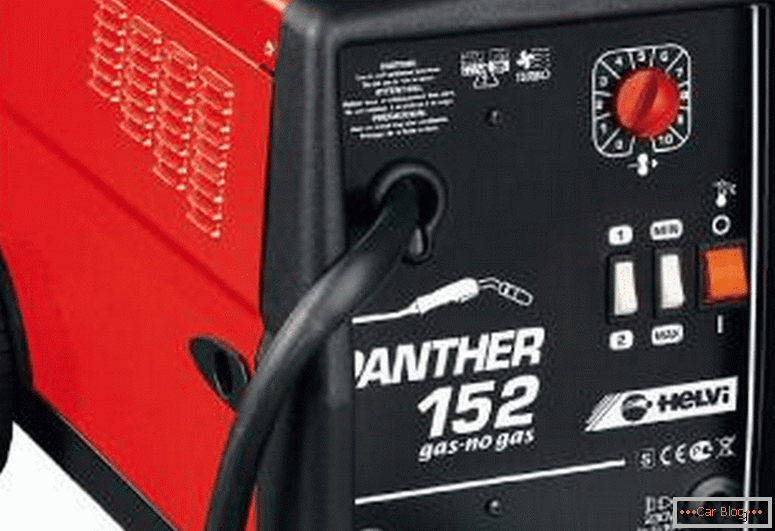
Poluautomatski uređaj za automatsko zavarivanje
Kao primjer, možete odrediti postavke ovog poluautomatskog za različite debljine zavarenog metala. Tanka ploča dobro je "kuhana" na postavkama: "1", "max" i glatka prilagodba bila je na "7". Deblji listovi bolje isprobati instalaciju: "2", "max", "8".
Tijekom rada s poluautomatskim uređajem mogu biti različiti rezultati zavarivanja. Ovisno o trenutnoj snazi, možete dobiti sljedeće rezultate:

Rezultat zavarivanja s različitim strujama
Prvi slučaj
Tekuća je premala, tako da nema širenja metala preko površine, a dio se ne zagrijava, što narušava parenje. Ispada nedostatak "neuspjeha". Potrebno je povećati struju.
Drugi slučaj
Tekućina je pravilno namještena, metal je dovoljno difuzan i zagrijavanje zavarenog dijela je vidljivo. Na stražnjoj strani listova vidljiv je mali metalni kap.
Treći slučaj
Trenutačna vrijednost veća je od dopuštene vrijednosti. Tako rastopljeni pad s žice previše je "skliznuo". S druge strane očigledna je velika kapljica rastaljenog metala.
Četvrti slučaj
Značajno višak dopuštene struje u tolikoj mjeri da se stvaraju ispuni iz kraja na kraj. Zahtijeva znatno smanjenje trenutne snage dok se mali kap ne pojavi bez gorenja.
Mogući problemi u radu zavarivanja poluautomatski
Nisu svi radovi izvedeni u normalnom načinu rada. Zbog pogonskih pogrešaka ili neispravne opreme može doći do nenormalnih situacija.

Pogrešan izbor trenutne
Kada je struja postavljena previsoka, u metalu se nalaze burnouts. Može također stvoriti kapljanu rastaljenu žicu koja izlazi iz bakrenog vrha. Ako se takva situacija dogodi, dodatno napajanje žice može dovesti do lomljenja kada napusti uvlakač.
Loše podešavanje stezaljke u mehanizmu za punjenje
Ako je prolaz žice kroz bakreni vrh blokiran, onda se razbija u ulagaču. To ukazuje na previše silazne snage. Uz pravilnu prilagodbu, žica se klizi, umjesto da se prekine. Ovaj događaj pokazuje suprotno - sila stezanja ne dovoljno pričvršćuje žicu.
U tom slučaju može doći do "hvatanja" na vrhu, a ne biti povezano s veličinom instalirane struje.
Isti rezultati se događaju kada je napajanje žice previše spor.
Niska potrošnja plina
U takvoj situaciji potrebno je pravilno prilagoditi mjenjač. Možete se usredotočiti na približnu potrošnju od 8 do 10 litara u minuti uz promjer žice 0,8 mm. Iako priručnik za poluautomatske uređaje predlaže da se stavi do 3 litre, ali u praksi to nije dovoljno.


